
地址:无锡市东北塘石新路100号-15(金鹰工业园内)
电话:0510-83773095 传真:0510-85701166 |
首页 - 产品中心
汽车轮毂轴承单元成套磨超设备 汽车轮毂轴承单元磨超设备 | 浏览次数:10791 | 时间:2012-4-10 (1).jpg) 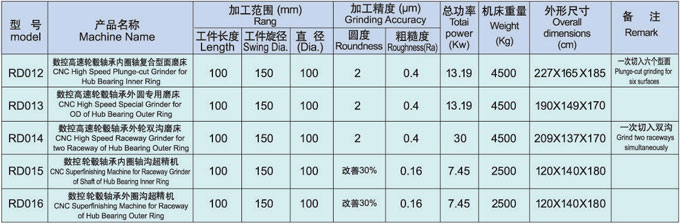 一、RD012型数控高速轮毂轴承内圈轴复合型面磨床 本机床用于磨削轮毂轴承内圈轴多个型面一次切入成型的专用磨床,更换金刚滚轮,可磨削类似形状的内圈轴。 二、RD013型数控高速轮毂轴承外圆专用磨床 本机床用于磨削轮毂轴承外轮外圆的专用磨床。 三、RD017型数控高速轮毂轴承内圈沟道端面复合磨床 本机床用于磨削轮毂轴承内圈沟道和端面一次切入成型的专用磨床。保证轴承装配基准面与沟道的尺寸精度,从而使装配游隙一致。本机床配双臂上下料机构。 “一、二、三”三种机床的特点: 1.机床采用无心式布局切入磨削方式,砂轮架固定在床身上,砂轮主轴支承采用四片对称瓦动压轴承,刚性好,精度高。 2.砂轮60m/s高速磨削,效率高。 3.导轨采用十字交叉滚柱导轨,精度高,刚性好,寿命长。 4.进给和修正补偿,分别由二只伺服电机直接驱动滚珠丝杆, 能获得精确的进给和补偿。 5.高精度套筒工件主轴变频调速,单极式电磁无心夹具。 6.采用日本OMRON控制系统,屏幕显示,操作方便,并具有故障自诊断功能。 7.采用整机全封闭罩壳,符合环保要求,外型美观,操作舒适宜人。 四、RD014型数控高速轮毂轴承外轮双沟磨床 本机床用于磨削轮毂轴承外轮双沟道。由金刚滚轮修正砂轮,机床手动上料,自动磨削。 1.机床采用OMRON控制系统,工作循环稳定可靠。 2.机床导轨采用十字交叉滚柱导轨,精度高,刚性好,寿命长。 3.工作台纵向运动,进给和修正补偿,分别由二只伺服电机直接驱动滚珠丝杆,能获得精确的进给和补偿。 |
苏ICP备11048438号 技术支持:无锡启航信息Copyright © 2009 版权所有:无锡瑞鼎机床有限公司 All Rights Reserve.